高品質ワンパスホーニング
高精度位置決めや高精度中ぐり主軸技術など、数々の工作機械開発技術を生かして誕生したKIPシリーズ。たった1回のツールアクションで、φ1~50mmの小径精密研削を可能にしたワンパスホーニングの画期的技術が、加工工程の短縮、ワークの加工バリエーション拡大に大きく貢献します。
精密研削を飛躍的に効率化するワンパス加工
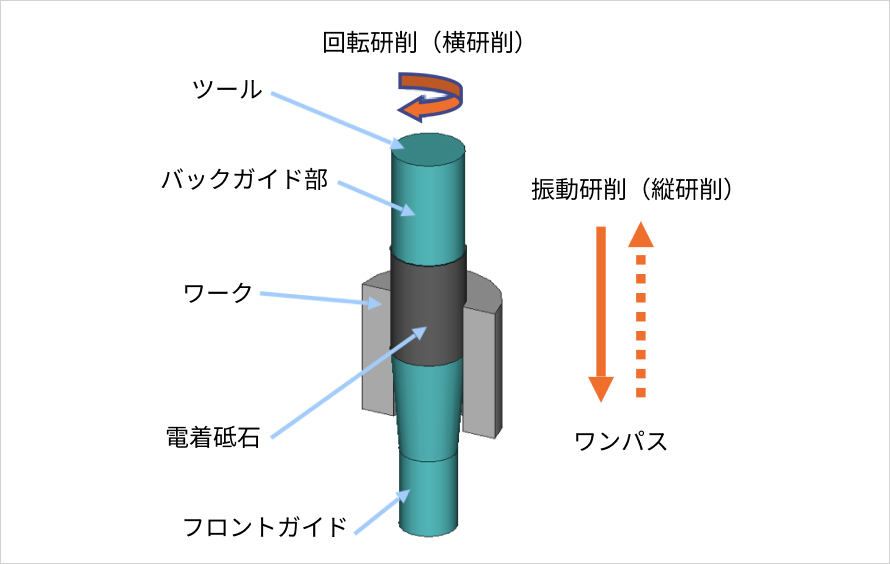
ワンパスホーニングは、ワーク内径にツールを1回通すだけで高精度研削が行なえる画期的な加工法です。専用の電着砥石に回転切り込み運動と微振動を同時に与えながら、上下に1往復することで、粗研削から仕上げホーニング、鏡面加工までが1台で可能です。従来のホーニングに比べ、加工時間が圧倒的に短く、タクトタイムも一定なので、生産ラインの効率化と安定化が実現できます。
微振動により、効果的に切屑の排出ができ、目詰まりやワークへのキズの発生を防止します。さらに、研削剤の供給もスムーズなり、ワークと砥石の温度上昇を抑えることができます。
自社設計による高精度の専用ツール
KIPシリーズ専用に開発されたダイヤモンド/CBNツールは、お客様の加工内容に合わせて経験豊かな技術者が設計・管理を行ないます。砥粒は再電着により何度も再生でき、コストパフォーマンスも良好。高い砥粒保持強度で高硬度の焼入れ鋼も、加工条件によりワンパスで約φ0.1mmの取代除去が可能です。面倒な工具径調整も圧倒的に容易にしました。
主軸ユニット先端は、高精度なコレットチャックを採用し、ツール交換による繰り返し精度を高めました。オプションで自動工具拡張装置、ATCを付加すれば、さらなる自動化も可能です。

多種多様なワーク素材、加工形状にも対応
ワンパスホーニングでは、振動幅と振動回数の設定により、研削代の多いワークの重研削が可能です。また、切屑が短く切断されるので目詰まりしやすいアルミ、ステンレスなど軟質・難加工素材にも対応。主軸の回転と振動は別々に駆動できるので、送りと縦振動での磨き加工なども可能です。(KIP-50、KIP-200は除く)
- 加工可能な素材例
鋳鉄、鋼材(焼入れ鋼)、ステンレス、アルミニウム合金、銅合金、超硬、セラミックス他 - 加工形状例
キー溝、貫通穴を持つ穴、異形状
| 業種 | 自動車 | 油圧機器 | セラミック | |||
|---|---|---|---|---|---|---|
| 品名 | インジェクター | 歯車 | スリーブ | バルブボディ | スリーブ/ブッシュ | |
| 形状 |  |
 |
 |
 |
 |
|
| 寸法 | φ6×23mm | φ16×20mm | φ10×65mm | φ18×50mm | φ2.5×12mm | |
| 材質 | SUS440C | SCM220 | アルミ | FCD500 | セラミックス | |
| 加工工程 | 3 | 3 | 2 | 2 | 4 | |
| 加工時間 | 18sec | 12sec | 12sec | 30sec | 18sec | |
| 加工精度 | 真円度 | 0.2μm | 0.3μm | 0.5μm | 0.6μm | 1.0μm |
| 円筒度 | 0.4μm | 0.5μm | 1.5μm | 2.0μm | 1.0μm | |
| 面粗度 | Rz 0.2μm | Rz 0.5μm | Ra 0.7μm | Rmax 1.5μm | Rmax 1.5μm | |
| 加工取代 | 30μm | 80μm | 50μm | 30μm | 10μm | |
| 機種 | KIP-50 | KIP-300 | KIP-300 | KIP-300 | KIP-50 | |
注記:上記の数値は、一定の条件下で加工したものです。