長岡から世界を創る




長岡Qualityで世界を創る。
'研鑽を積む、こつこつと。
真面目に取り組む、粛々と。
私たちは職人たちの「ものづくり」に対する
愛情と熱量で、
世界の「ものづくり」に貢献します。'

-
-
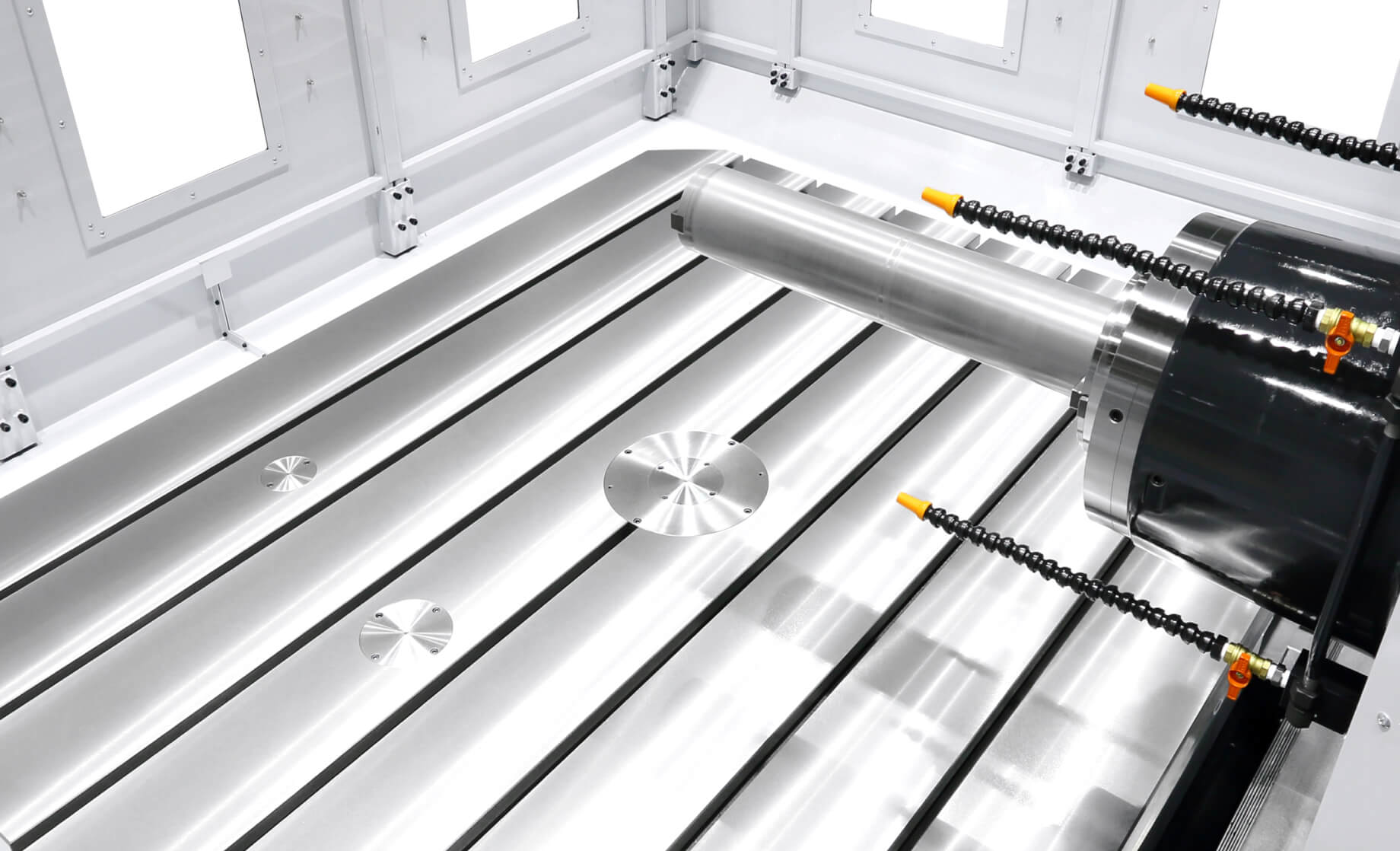
長岡Qualityで世界を創る工作機械メーカー
DMG MORI Precision Boring株式会社の想いや歴史についてご紹介します。

展示会出展情報
| 日時 | 展示会名 | 会場 | 出展内容 |
|---|---|---|---|
| 2024年03月08日(金) ~ 03月09日(土) |
DMG-PB スマイルフェア45 |
五誠機械産業株式会社 | KBM-11S(パネル展示) 加工見積システム(パネル展示) |
| 2024年05月16日(木) ~ 05月18日(土) |
工作機械 2024 大阪どてらい市 |
インテックス大阪 | パネル展示 加工ビデオ放映 |